
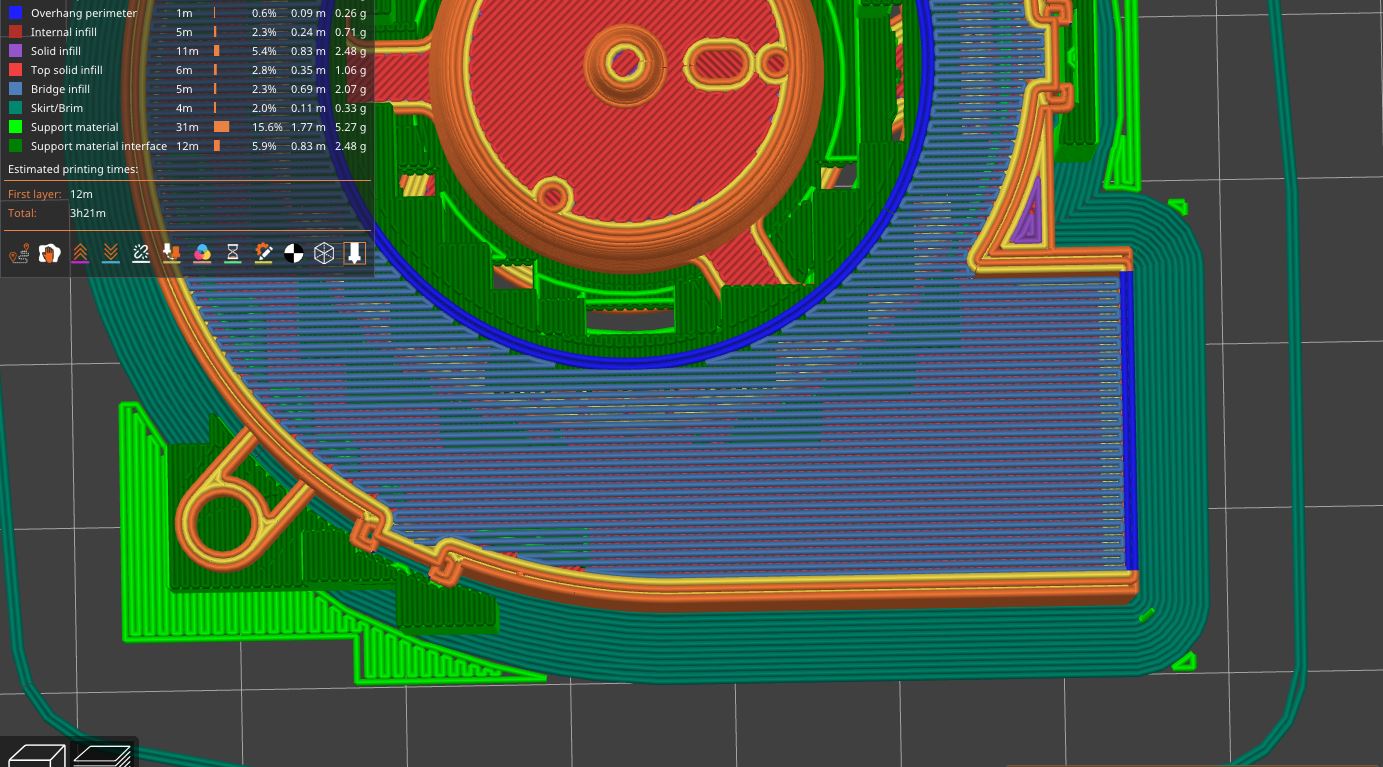
With this particular model, Prusaslicer is very optimistic about bridging and support generation:
- the right side (dark blue) has no support that could help with load-bearing
- the entire layer will be connected to those two lines
- more than 5cm long bridges
I don’t think this gcode will successfully print.
How do fix adjust the cura setting to generate a printable output?
The model in question is: https://www.delta-fan.com/Download/3D/BUB0612HJ-00.stp
You must log in or # to comment.
Use support enforcers
Thanks. Is there also the option to rotate the pattern direction by 90° so it takes the short distances for bridges?
“fill angle” under infill settings.
Fill angle didn’t change this as Prusaslicer sees this as a bridge.
Bridges will be printed using the best direction PrusaSlicer can detect, so this setting does not affect them.
https://help.prusa3d.com/article/infill_42#fill-angle
edit: just saw that there is a bridge angle setting that sets a fixed angle for every bridge.
Why are you printing this? Surface finish is super important to airflow in a design like this. Printing an overhang layer is not functionally adequate.
Mockup. Will be a few weeks before the real fan is delivered.
I would put the model in CAD and make it solid using a couple of booleans. FreeCAD can convert a mesh to a solid in the Part workbench.
What filament do you want to use? Well tuned PLA might be able to bridge that far, no chance with PETG. What is your maximum acceptable sag?
It seems like the bridge lines do not attach to anything at the very end on the layer below. In Orca Slicer you need to enable “Ensure vertical thickness” to enforce that. I’d also rotate the bridge direction by 90°, this cuts down the length of the longest bridges by half. Bridge line spacing looks good to me. Make sure that the layer on top of the bridge is printed slowly and does not start in the middle, otherwise it will be pushed back and forth.
If it is just a mock-up, consider partially filling the interior or enabling “make overhangs printable”. Both will alter geometry, but so will excessive sagging.


{kind=link}